 hjkir
hjkir
SEARCH
Search allArticleDownloadProducts
SEARCH


Thermal imaging camera are employed to monitor the temperature of critical mechanical and electrical assets within warehouses. This includes conveyor systems, motors, and electrical panels. By detecting temperature anomalies and hotspots, these devices help prevent equipment failures and reduce unplanned downtime. For instance, the SmartIR system allows for continuous monitoring, enabling predictive maintenance and extending the lifespan of assets by identifying potential issues early
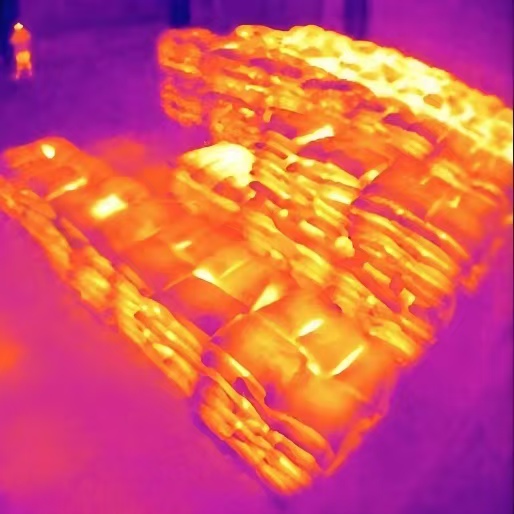
In battery warehouses, Thermal imagers imagers play a crucial role in identifying abnormal hotspots that may indicate battery faults. These devices can detect temperature changes during storage and charging processes, helping to prevent fire hazards. Regular inspections using thermal imaging can track battery health and optimize storage conditions to ensure safety and efficiency
Warehouses that handle flammable materials or chemicals benefit from infrared technology for early fire detection. For example, a major wood and paper manufacturer implemented infrared monitoring systems after experiencing a fire incident. This proactive approach allows for real-time alerts when high-temperature areas are detected, significantly enhancing safety measures
Infrared illuminators are used for surveillance in warehouses, especially during low-light conditions. They enhance the visibility of security cameras, allowing for effective monitoring of perimeters and preventing unauthorized access even in complete darkness
Thermal image camera technology assists in monitoring the condition of temperature-sensitive products stored in warehouses. By identifying temperature fluctuations, warehouse operators can ensure that goods are stored under optimal conditions, thus maintaining product quality and reducing waste
In summary, the integration of infrared devices in warehouse operations not only enhances safety but also improves efficiency and reliability through advanced monitoring capabilities.

Early detection of overheating equipment or fire risks reduces the likelihood of accidents
Continuous monitoring leads to timely maintenance, minimizing downtime and improving productivity.
By preventing equipment failures and optimizing asset management, infrared technology helps reduce repair costs and extends the lifespan of machinery.

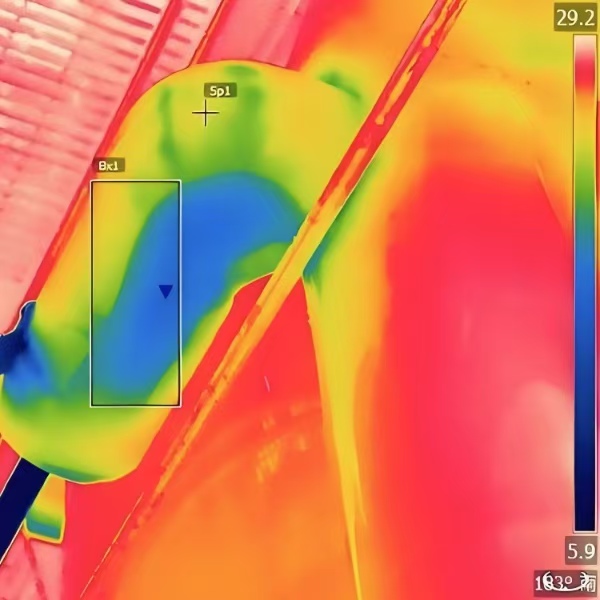
Infrared thermal imaging is used to monitor the temperature distribution across various engine components, such as cylinder walls and exhaust manifolds.Infrared cameras help in detecting faults within the engine by visualizing temperature changes that occur due to mechanical failures.

Invisible Dangers Thermal Cameras Reveal:✔ Gas leaks (shows as "cold clouds")✔ Tank leaks (wet areas look different)✔ Pump failures (abnormal heat patterns) Why Workers Love These Tools: Thermal imaging small cameras fit in tool belts No need to shut down equipment Takes 1/10th the time of old inspection methods Case Study:A refi...




